

世界智能制造,探索智能技术引领下的制造业未来
1200
2023-12-04

1、国外机器视觉发展较早,应用场景不断扩充,全球市场规模持续提升
自 1969 年成像传感器诞生起,国外机器视觉产业开始萌芽,经多年发展,目前已进入产业发展中期,具体的产业发展阶段如下图所示:
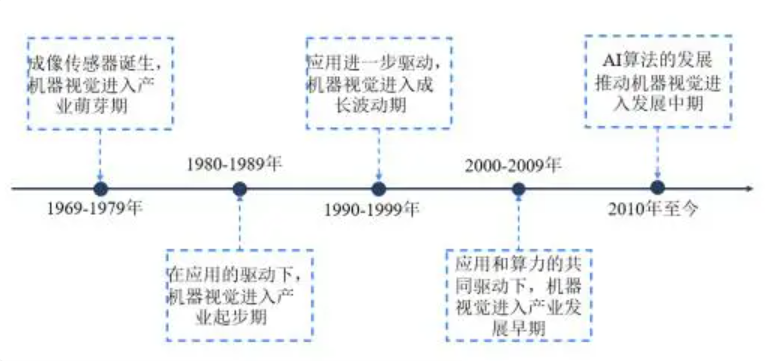
机器视觉相较于人眼识别在速度、精度、适应性、效率性等方面的优势显著,已成为智能制造领域中的重要组成部分。随着自身技术的成熟和各行业智能制造需求的增长,机器视觉的应用场景不断扩充,在电子制造、平板显示、汽车、印刷、半导体、食品饮料包装、制药、生命科学等众多行业均成功应用。
根据《机器视觉发展白皮书(2021 版)》的数据,2015-2020 年全球机器视觉市场规模不断增长,2020 年已达到 107 亿美元。未来随着应用领域的不断丰富,全球机器视觉产业市场规模有望进一步提升,预计 2025 年全球机器视觉产业市场规模达到 215 亿美元。
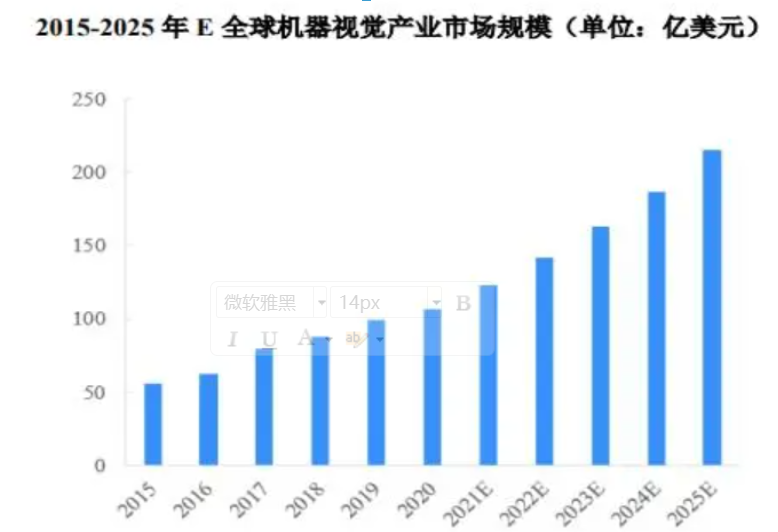
数据来源:CMVU,机器视觉发展白皮书(2021 版)
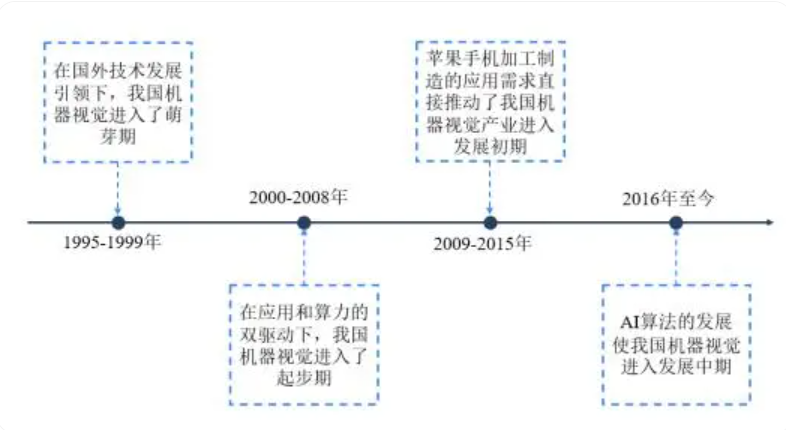
2、我国机器视觉产业起步较晚,早期主要以技术引进的方式快速掌握国外机器视觉的先进经验。凭借我国发达的制造业基础,我国机器视觉产业高速发展,已进入发展中期,具体的产业发展阶段如下图所示:
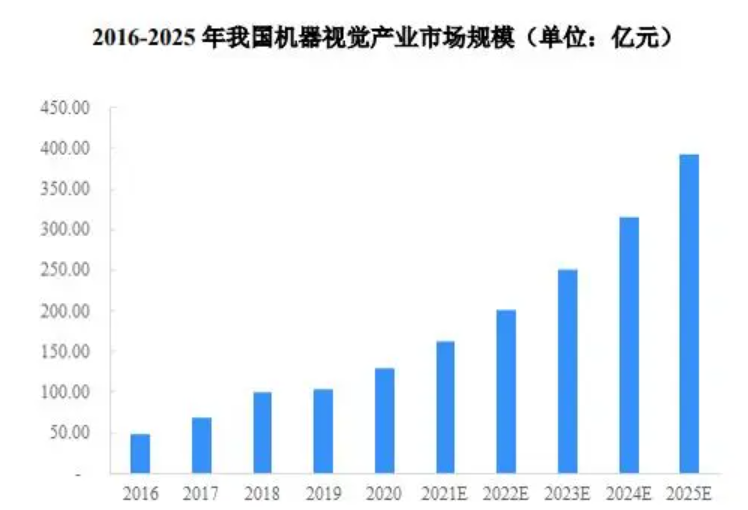
近年来,国家大力推进制造业转型和智能制造,国内制造业升级转型和国产化替代的趋势明显加快,我国机器视觉行业迎来了空前的发展机遇,市场规模快速提升。根据机器视觉产业联盟(CMVU)数据,2020 年我国机器视觉产业市场规模达到 128.82 亿元,预计 2025 年,我国机器视觉产业市场规模达到 393.13亿元。
3、机器视觉行业技术发展趋势
①嵌入式系统技术发展推动相机智能化
嵌入式系统技术是以计算机技术为基础,适应应用系统对功能、可靠性、成本、体积、功耗等要求严格的专用计算机系统。嵌入式系统由硬件和软件组成,软件内容包括软件运行环境及其操作系统,硬件内容包括嵌入式处理器、存储器、通信模块等。
嵌入式系统技术在机器视觉中的应用不断拓展,形成以智能相机为代表的智能化机器视觉设备。相比于基于上位机的视觉技术,嵌入式系统技术将用于实现图像处理和深度学习算法的 AI 模块集成至工业相机,实现边缘智能,能够同时胜任图像采集与数据处理工作。
②逐步将上位机的图像处理能力移至图像采集卡或图像处理板卡
随着技术的发展,工业生产过程中的高精度化、高自动化对机器视觉检测系统的信息数据的存储和传输都提出了更高的要求,传输过程中的大容量数据、高分辨率图像给上位机的算法处理带来了严峻的考验。
采集卡主要作用为将相机输出的图像信号采集到图像处理和存储设备中。图像处理板卡主要作用为利用其硬件完成对图像的各种复杂处理,应用在数据量大或实时性高的应用场合。为解决大容量数据的处理问题,以德国 Basler 为代表的采集卡厂商,推出带预处理功能的数字图像采集卡,该卡利用 FPGA+软件平台,预先完成一部分图像处理工作,简化了上位机的算法处理压力。发行人采用将图像信息在经过嵌入式 FPGA 图像处理板卡上进行解码、目标识别、特征提取后,将信息结果直接传输给上位机,上位机只需做缺陷信息的显示和人机交互。
随着 FPGA 技术和并行处理技术等多种底层技术的发展,图像采集卡的预处理能力和图像处理板卡处理能力未来将日益强化,大数据量复杂运算的实时处理都变为可能,上位机将成为简单的信息交互界面。
③深度学习技术逐步融入机器视觉系统
作为神经网络的高阶发展产物,深度学习通过大脑仿生使得计算机从经验中学习知识,根据层次化概念体系理解环境,进而去拟人化地解决难以形式化描述的任务。深度学习的常用模型主要包括循环神经网络、卷积神经网络和稀疏编码等,主要应用于图像处理、数据分析、语音识别等领域。
基于深度学习的缺陷视觉检测,借助特征可视化手段对深度学习模型提取到的特征进行可视化分析来检测产品瑕疵,提升分级模型训练的准确度,实现产品缺陷的高效准确分级,解决工业生产过程中外观检测的痛点和难点。
相比于传统检测手段,基于深度学习的视觉检测在产品缺陷检测中应用具有更高效及自动的提取特征能力、突出的抽象和表达能力。然而,复杂的工业生产环境、多种多样的生产工艺等因素,造成外观缺陷种类和特征各不相同。
目前,基于深度学习的缺陷视觉检测系统在行业应用上尚无通用的检测算法,针对不同的应用场景,需要分析设计最优的图像采集和检测方案。未来,随着相关技术的不断发展,深度学习技术有望与机器视觉系统在工业检测领域充分融合,进一步提升生产制造过程中的检测水平。
4、机器视觉基本组成
根据美国自动成像协会(AIA)的定义,机器视觉(Machine Vision)是一种应用于工业和非工业领域的硬件和软件组合,它基于捕获并处理的图像为设备执行其功能提供操作指导。机器视觉可以分为成像和图像处理分析两大部分。前者依靠机器视觉系统的硬件部分完成,后者在前者基础上,通过视觉控制系统完成。
如典型的机器视觉系统包括光源及光源控制器、镜头、相机、视觉控制系统等部件,其中光源及光源控制器、镜头、相机等硬件部分负责成像,视觉控制系统负责对成像结果进行处理分析和输出。
5、机器视觉主要功能
新机器视觉主要功能可分为识别、测量、定位及检测(难度递增),通过机器代替人工进行测量与判断,将图像处理应用于工业自动化领域中。识别是基于目标物特征,如外形、颜色等进行甄别;测量是将获取的图像像素信息标定成常用度量衡单位,再在图像中精确计算目标物的几何尺寸;定位则是获得目标物关于二维 或三维的位置信息;检测难度最高,主要指外观检测,对产品装备后的完整性检测、外观缺陷检测等。
核心驱动力:AI技术发展提供更好的深度学习算法
过去机器视觉主要应用于标准化检测场景,但伴随对检测环境及技术等要求高,检测需求 持续激增,非标准化场景对机器视觉的影响日益提升。为了提高非标场景检测精度,需要 面临难点包括:数据质量和标注、复杂和多变的环境、特征学习和识别、实时性和计算资 源、模型泛化能力等难点。 伴随AI技术发展,如SAM模型等的出现,上述难点持续不断被解决攻克,助力机器视觉在 非标准化场景应用发展。
6、机器视觉应用场景不断丰富
应用场景1:智能金相分析
传统的金相分析是由专业人员通过光学显微镜观测试样抛光面上夹杂物的大小、分布、数量,再基于国家标准进行手动分类确认该夹杂物的类型。这种分析方法受检验员个体因素影响较大,且有专业门槛高、人才稀缺、检测周期长、准确率不稳定等问题,仍有较大的提升空间。赛迪奇智自主研发的【iSmartOM 智能金相分析系统】基于大数据与机器学习算法进行专业、智能的金相分析,并自动生成结 构化检测报告,实现全自动、无人化分析,极大地提升检测效率和准确度,用AI助力产业升级,实现金相分析 全流程自动化、智能化。
应用场景2:煤矿矸石检测
煤炭开采中混合大量矸石,增加入洗成本,且矸石燃烧利用率低。人工手动分选原煤、矸石效率低、成本高、环境恶劣用工难。机器视觉技术+机器人代替人工作业:采用深度学习技术与3D 技术,实现机械手自动选 矸的智能设备。借助视觉对煤和矸石进行数据特征采集,利用卷积神经网络技术对煤和矸 石进行深度学习的标注、训练,利用获取的训练模型来识别煤和矸石。采用先进的六自由 度机械手模拟人工抓取,利用 PLC 技术精确控制信号达到最终整个系统的流程控制。
应用场景3:槟榔检测
目前通过机器视觉+深度学习实现槟榔在检测尺寸的基础上突破,光头精准分类达97%以上。在视觉系统下,在保护槟榔的完好性下检测槟榔的尺寸,同时能检测槟榔是否光皮,检测分类精准度高达97%,完全达到企业采用机器视觉进行槟榔尺寸分类和外观视觉检测的所有需求,无须人工进行多次分级,为企业省人工、降低成本、把控品质。
7、机器视觉行业规模不断扩大
机器视觉市场规模有望进一步突破。随着机器视觉技术水平提高,机器视觉下游应用不断发展,消费电子市场、汽车市场、半导体市场、医疗市场等行业工业自动化水平逐步提升,机器视觉的市场规模也将持续扩大。根据Markets and Markets预测数据,全球机器视觉市场规模将由2018年的589.60亿元上升至2023年的900.48亿元。国内厂商配套不断完善,技术进一步积累,预计到2023年我国机器视觉 市场规模将达到225.56亿元。
版权声明:本文内容由网络用户投稿,版权归原作者所有,本站不拥有其著作权,亦不承担相应法律责任。如果您发现本站中有涉嫌抄袭或描述失实的内容,请联系我们jiasou666@gmail.com 处理,核实后本网站将在24小时内删除侵权内容。


